
As 3D printing becomes more common throughout many different industries, the ability to create stronger parts in FFF printing is becoming increasingly important. High temperature (HT), high performance engineering-grade thermoplastics such as PEEK, PEKK and PEI 9085 are a key component in addressing this need. However, since these materials require high temperature extrusion and enclosed heated chambers, they cannot be printed on just any printer.
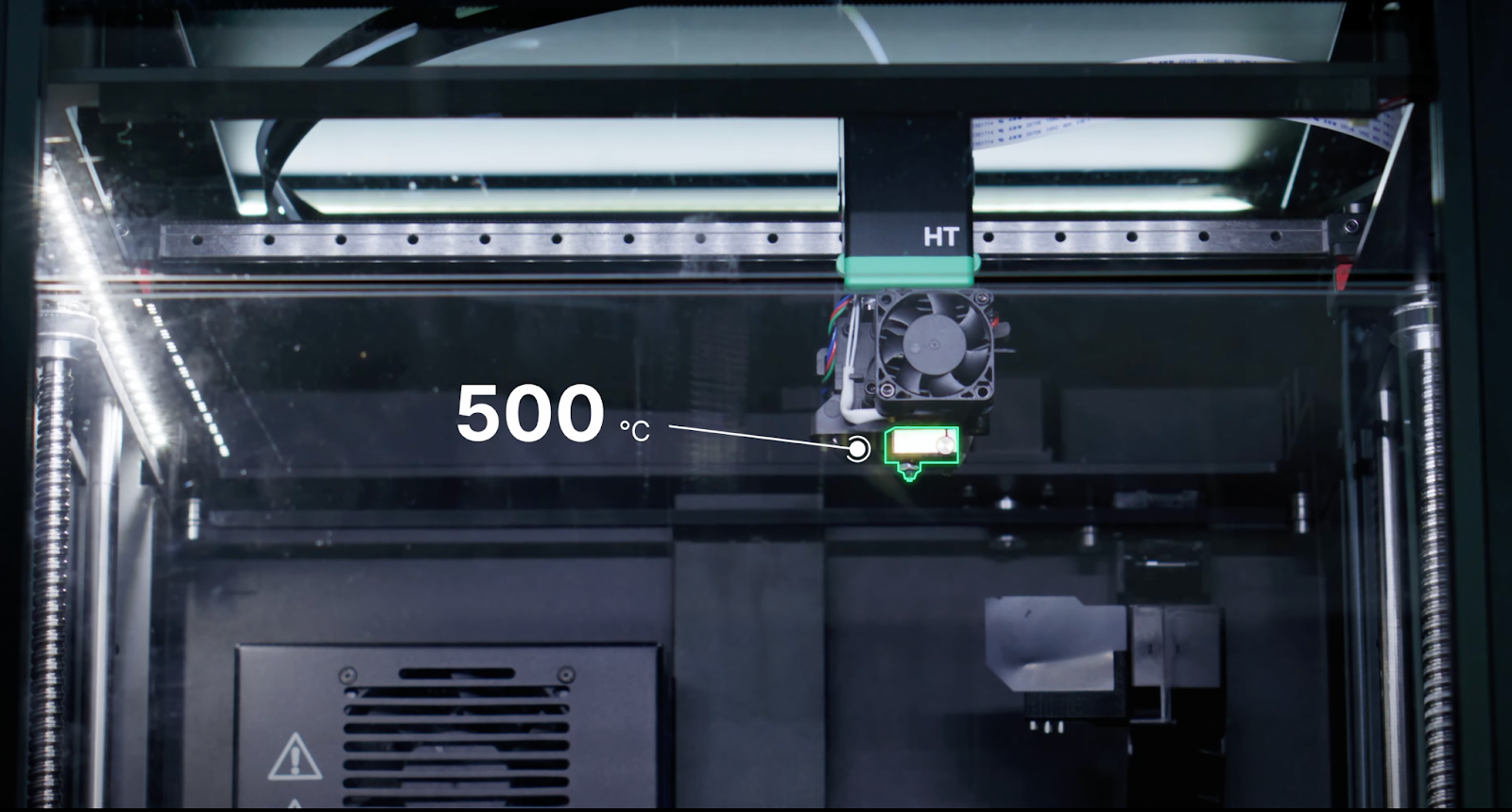
In 2021 Mosaic was proud to introduce the Element 3D printer and the upgrade path to Element HT which allows high temperature printing to be more accessible. Previously, HT printing was only possible on printers beyond $100k which severely limited its accessibility. With print temperatures of up to 500°C and chamber temperatures up to 80°C while staying below the $10k price point, Element HT allows more users to create stronger and more resistant parts than ever before.
This article is meant to educate on Mosaic’s HT offering, the benefits of HT printing, as well as some of the limitations of 3D printing.
Mosaic’s High Temperature Printing Offering
All Element printers may be upgraded to HT which includes:
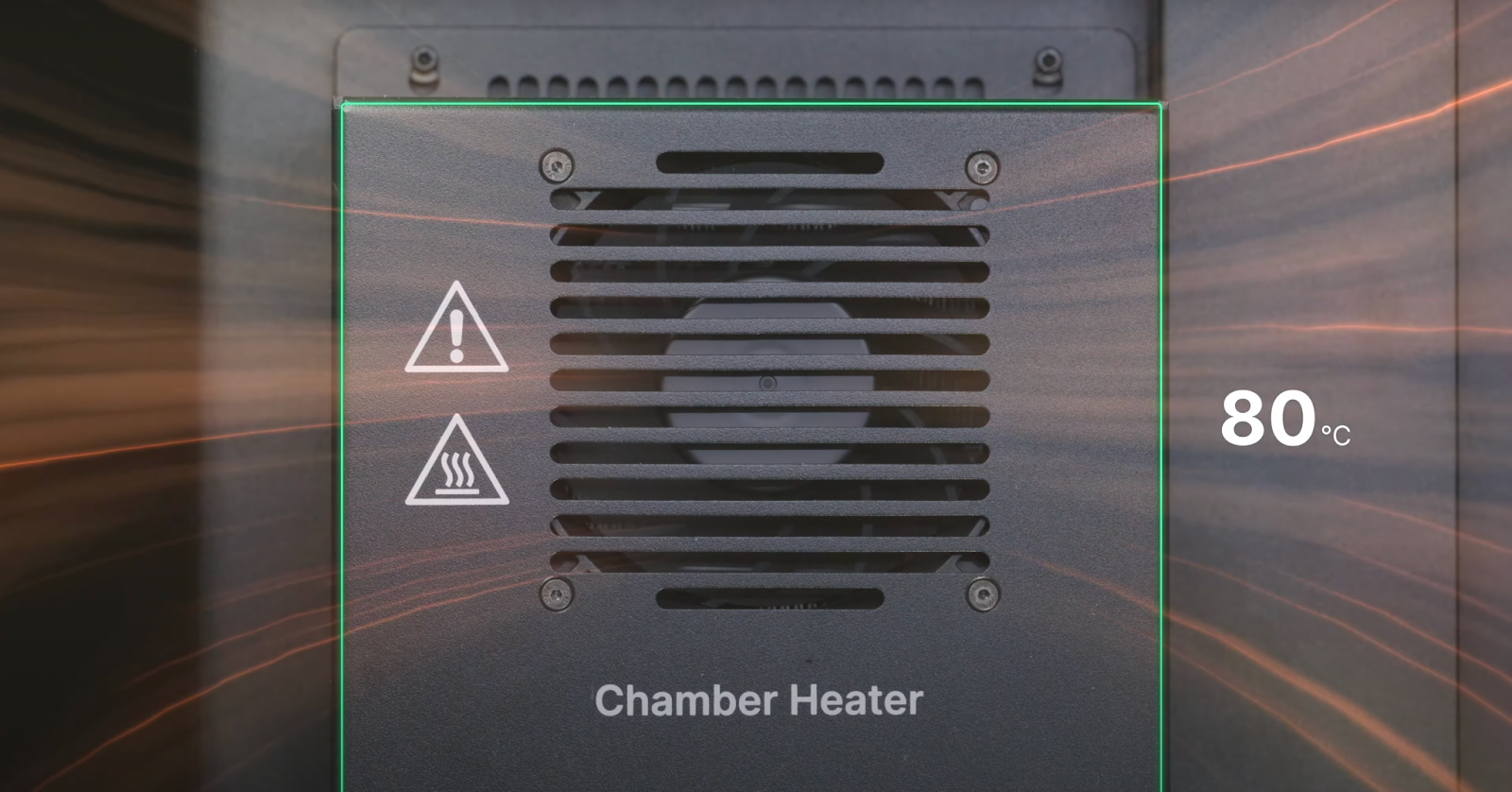
- Chamber heater
- Print Head HT
- Type II Print Bed
- Extended warranty
This HT upgrade allows the nozzle to go from 300°C to 500°C, and the chamber to be actively heated to 80°C, both critical for printing high temperature materials, namely PEEK, PEKK, and PEI 9085.
With the HT upgrade, users can easily swap back to LT printing by swapping the print head back to PHLT and optionally removing the chamber heater, which takes under 5 minutes.
Benefits of HT Printing
The benefits of using HT printing on Element include:
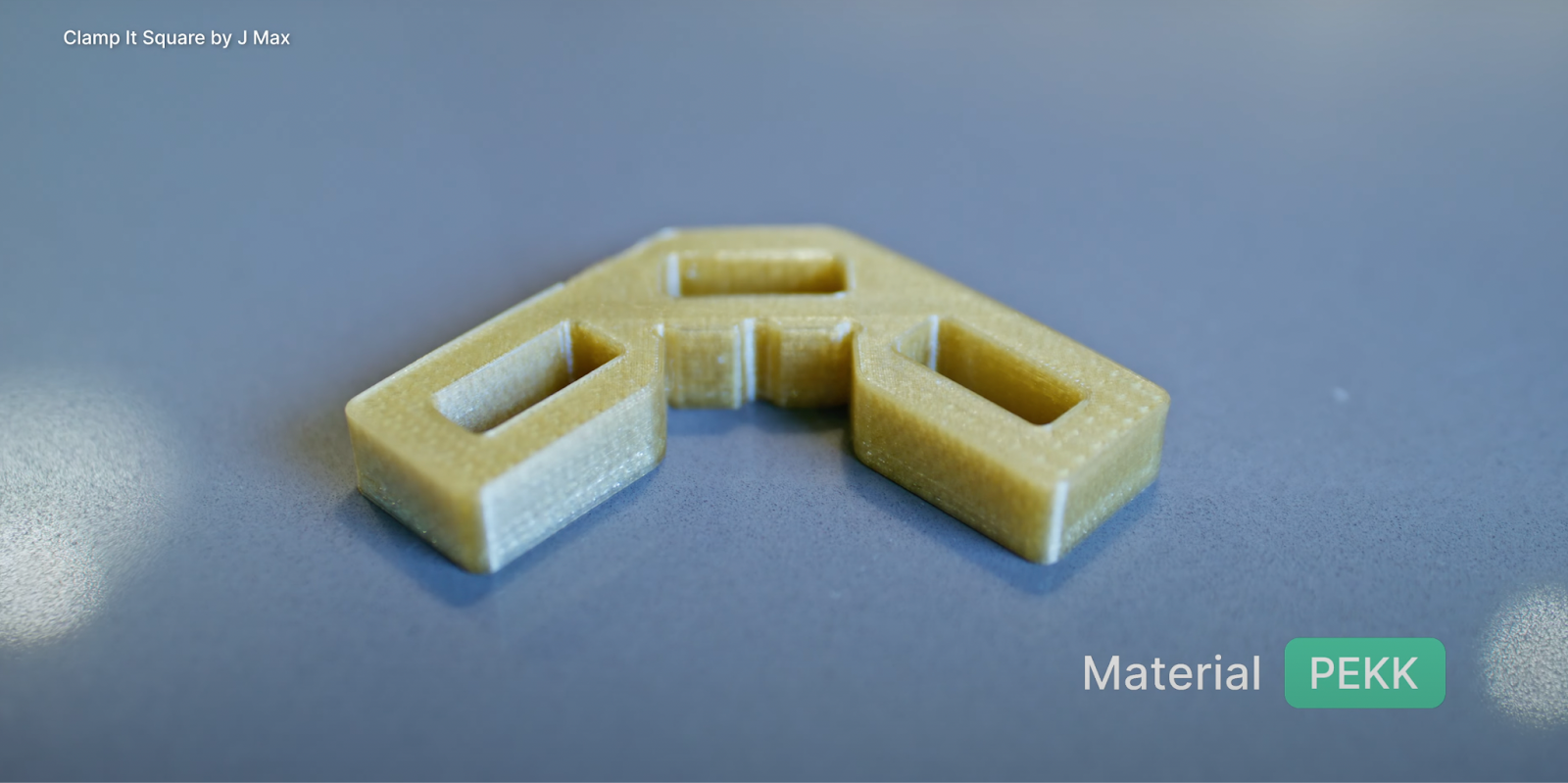
- Unlocking the ability to print with some of the most advanced thermoplastics in the world (such as PEEK, PEKK and PEI 9085), with the ability to withstand thermal, chemical and mechanical loads not possible with other thermoplastics.
- Producing parts with HT materials cost effectively compared with traditional methods such as CNC machining, which inflates part costs due to the amount of wasted material in the subtractive process, or injection molding which requires very expensive molds due to the high melting temperatures required.
- An actively heated chamber not only improves the reliability and strength of HT materials but can also improve the strength and first layer adhesion of certain LT materials such as ABS, ASA, FR-PC and Matrix.
Limitations of HT Printing
While HT printing on Element has many advantages, it does have limitations. Some limitations and considerations required for successful HT printing are described below.
Maximum Chamber Temperature: Element’s chamber is limited to heating to 80°C. This is not the same as a printer that may heat to 200°C which will be more flexible to print larger and stronger parts in HT materials. Element HT is not for everyone but is meant to be an accessible entry point to cover a meaningful subset of HT materials and geometries
Part Size: Warping and first layer adhesion issues are significant risk factors for printing HT materials. Below is a chart of the maximum recommended part dimensions for printing with various HT materials.
|
Material |
Maximum Recommended Dimension |
||
|
X |
Y |
Z |
|
|
PEKK |
5" (125mm) |
5" (125mm) |
5" (125mm) |
|
PEEK |
5" (125mm) |
5" (125mm) |
5" (125mm) |
|
PEI 9085 |
3" (75mm) |
3" (75mm) |
3" (75mm) |
*These recommendations are not guaranteed for all part geometries.
Part shape: Generally speaking, rounder geometries with simple first layer contact areas will print more reliably. Wide flat objects with sharp geometry on the build plate have a higher tendency to warp.

Brims for first layer: In some cases, the use of a brim of about 10-30 outlines will increase the part’s likelihood of adhering to the bed correctly and can help minimize warping. This should only be used if a specific part is unable to print on its own because it is often challenging to remove the brim from the rest of the printed part smoothly once the print is finished.
Part strength: Parts that print may be partly amorphous and partly crystalline. Annealing parts may improve crystallinity and corresponding properties. Generally speaking, parts will not have strong inter-layer adhesion and will not resist significant loading normal to the layer lines. Print orientations should be selected appropriately to leverage stronger intra-layer strength in the X-Y printing plane.

Part Color: The localized energy transfer to the part will vary based on geometry and this may impact the color of the part. This can often be overcome through annealing which will unify the properties of the part as shown below.

Left: PEEK print before annealing - Right: PEEK print after annealing
Multi-material: HT printing with PEEK, PEKK, and PEI is limited to single material and single color printing (learn more here).
Support Removal: Any geometry printed with HT materials requiring support material must use same material support (i.e. PEEK to support PEEK). Given the properties of these materials, support material is often difficult to remove and may require tools or other post processing.
While Element HT allows high temperature printing to be more accessible it is important to factor in the limitations of HT printing when determining if Element HT is suitable for your needs. If you have questions about the suitability of Element HT for your parts, please be in touch at support@mosaicmfg.com and we would be happy to help.